微量滴胶
By Russ Peek
本文介绍,微型阀 (micro-valve) 滴胶可以减少 PCB 运行之间的设定,和降低材料成本。
在消费品电子中 - 从电话手机到手提电脑到立体声系统,小型化的趋势已经导致越来越小的表面贴装技术 (SMT) 组件和装配更紧密的印刷电路板 (PCB) 。在装配期间,对这些小型密集封装和基板的有效处理要求一个精密的方法来附着小量的材料 ( 如锡膏、导电性树脂和胶剂 ) ,以粘住组件和完成电气连接,不产生短路或锡桥。这已经成为直接芯片附着 (DCA, direct chip attach) 、多芯片模块 (multi-chip module) 和高密度联接工艺的必要条件,它们大多数 0.0015"( 0.0381mm )
或更好的贴装精度。
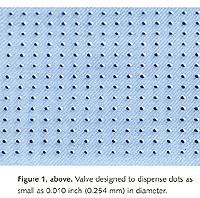
在锡膏和导电性树脂的情况下,胶点大小是 0.010"( 0.254mm ) 或更小 ( 图一 ) 。对于面积填充与图案,要求 0.0020"( 0.0505mm ) 或更小的厚度。这些需求已经导致专门设计用来帮助精密滴胶的技术发展。
寻找更好的附着方法
多年来, PCB 装配制造商已经使用模板 (stencil) 印刷机来将装配材料附装着在 PCB 上。虽然这个方法在过去很好地实现其功能 , 并且很可能继续对于传统印刷应用在 PCB 装配中占有一席之地,但这些不是该技术的优势了。
首先,模板 (stencil) 印刷不能用于附着在多层封装、存在组件的装配或要求不同厚度材料的装配。还有,对于每项工作或工程更改要求,就要求一块新的模板,可能要求两天的时间来生产。就成本而言,模板印刷包括材料浪费、模板清洗和每个工作的设定时间。
模板印刷在低产量、高混合制造环境中也不是成本合算的,特别是在合约加工厂,因为有夹具硬件的成本。模板印刷处理高密度 PCB 装配时有一些局限,并要求紧密的间隔和公差。
微型阀 (Micro-valves)
高密度应用的滴胶要求精确的材料控制。滴胶系统不仅必须提供滴胶针嘴的 X/Y/Z 位置的控制,而且附着在基板或封装上的材料的可重复性必须超过以前所有的标准。以前开发微量滴胶系统的努力没有取得成功,因为泵不能附着可重复数量的锡膏或导电性材料,点的直径达到小于 0.010"( 0.254mm ) 。
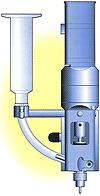
可是,微型阀技术的进步已经产生可以更好地控制微量滴胶的泵体机构。这个应用的理想液体滴胶系统使用一个由死循环无刷伺服马达和数码器 (encoder) 控制的微型滴胶阀。
这个阀,专门设计用于微量滴胶,可以按照精确的数码器计数来控制滴胶材料。
滴胶嘴与材料特性
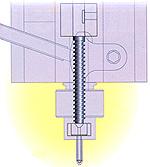
当设计微量滴胶机时,有另外的因素需要考虑。特别重要的是要有一个有效的滴胶针设计和维持材料特性的可用方法。有效的微量滴胶要求在阀上使用独特的滴胶嘴或“针”。传统的滴胶嘴,在大多数情况中,是滚轧的针管,这样可能阻碍微量滴胶,因为内表面差而阻碍材料流动。在微量滴锡膏和导电树脂的情况中,滴胶针是用单块的不锈钢制造的,公差非常紧,针嘴在材料流动的方向上是成圆锥形的,以减少针与材料之间的表面张力,针管的内径是有目的地保持比针嘴出口直径大。简而言之,因为小点滴胶针具有光滑的湿润表面特性,它改善材料的流动和防止材料阻塞。
在整个滴胶过程中维持材料特性是微量滴胶的关键。微量滴胶机监测泵的 RPM 和空气压力。滴胶过程可以编程达到适当的螺旋速度、进给间隔和加速 / 减速率,对每个应用和材料类型保证最佳的滴胶参数。
灵活性与材料节约
随着电子装配继续进化,预计对微量滴胶技术的需求将增加。它可以为处于高混合低产量环境中的装配制造商提供实时的优势。通过减少模板印刷机的设定时间和材料浪费,微量滴胶使电子装配制造商能够有效的工作和节省成本。虽然对于高产量、低混合装配环境,微量滴胶技术的优势可能不是显著的,电子工业的竞争本性,结合顾客对小型化产品的不断增长的需求,可能会迫使装配制造商去珍惜灵活性和自动化,把它作为维持竞争利润的一个手段。


